
Ϳ��

�Ǟ��˷��o,�^��,�b�Ŀ��,Ϳ���ڽ���,����,�����Ȼ��w�ϵ����ϱ��ӡ�
�ߜ�늽^��Ϳ��
���~���X�Ƚ������ɵČ�������,���н^���ᡢ�������ϡ����z�Ƚ^����Ƥ��Ȼ��,�^���ᡢ���ϡ����z���¸ߜ�,һ�㳬�^200��͕�����,ʧȥ�^�����ܡ����S��늾�����Ҫ�ڸߜ��¹���,��ԓ��ô�k��?��,�ߜ�늽^��Ϳ�Ӂ��æ,�@�NͿ�ӌ��H����һ�N�մ�Ϳ��,���������ڸߜ��±���늽^��������,߀���c���ٌ����o��"�F�Y"��һ��,����"���o�p",���㌢�������@�ˏ�,����Ҳ�������x,�@�NͿ�ӷdz�����,Ϳ����,�ɸ�늉���ܴ�Č�������һ��,Ҳ�����l�������F��
�ߜ�늽^��Ϳ�Ӹ����仯�W�ɷֵIJ�ͬ,�ɷ֞��S��N���ʯī���w�����ϵĵ�����������X�������~Ϳ��,��400���������õ�늽^�����ܡ����ٌ����ϵ��´ɵ�700��,�����}����ğo�Cճ�Y��Ϳ�ӵ�1000��,���x�Ӈ�Ϳ�����XͿ����1300��,���Ա��������õ�늽^�����ܡ�
�ߜ�늽^��Ϳ�����������늙C���������ӡ����ա�ԭ���ܡ����g���g�ȷ���@���ˏV���đ��á�
1����ĥ�pͿ��
������ճ��ĥ�p������ƣ��ĥ�pͿ�Ӻ��͛_�gͿ�ӡ�������Щ��r߀�п��͜�(<538��)ĥ�p�Ϳ��ߜ�(538~843��)ĥ�pͿ��֮�֡�
2���͟Ό����Ϳ��
ԓ�NͿ�Ӱ����ߜ��^��(������������ա����g�Ԛ��w������843��ě_�g������)�����ڽ����^��(�����������\�������X�������F��䓡������~)�����õ�Ϳ�ӡ�
3�������ͽ��n���gͿ��
��ⸯ�g�������I��ա��}�Ԛ�ա���Ұ��յ���ɵĸ��g;���n���g������õ�ˮ������õ�ˮ���ᵭˮ���}ˮ�����W��ʳƷ�ӹ�����ɵĸ��g��
4��늌������Ϳ��
ԓ�NͿ������늌����������Ρ�
5���֏ͳߴ�Ϳ��
ԓ�NͿ�������F��(�������c��ĥ����̼������g�)����ɫ����(�������~���X��⁼������ĺϽ�)��Ʒ��
6���Cе�����g϶����Ϳ��
ԓ�NͿ�ӿ�ĥ��
7���ͻ��W���gͿ��
���W���g�������N�ᡢ�A���},���N�o�C����N�ЙC���W���|�ĸ��g��
������Ϳ�ӹ�����,�cұ�I���a�������Pϵ������ĥ�pͿ�ӡ��͟Ό����Ϳ�Ӻ��ͻ��W���gͿ�ӡ�
�ܷ��o�X�Ͻ����ܸ����w�Еr�Lɳ����ˮ�_�g,���ܺ�ˮ�ͺ���ȼ�ϵĸ��g���ܸ��ƿ՚�����W���ܡ�Ϳ�ӑ�����ס 200��C����˲�g�ض�׃���͏��ҵ��չ�ݗ�ա��w�C�w�e�ܴ�,�濾�l���ܵ�����,����x���Ըɹ̻�Ϳ��,���ϩ���۰���Ϳ�ϡ�
�l�әCͿ��
���_�l�әC,���L�ȵ�β���ܵ���Ҫ�����o��ʹ��Ϳ�ӡ��l�әCͿ�Ӱ���;�֞鿹�������gͿ�ӡ�����Ϳ�ӡ���ĥͿ�Ӻͷ��Ϳ�ӡ�
�ٿ��������gͿ��:���ڰl�әC�����r�g�̶��ߜغϽ��ֺ��������t�������ܿ�����,���Բ�ʩ��Ϳ�ӡ�Ȼ��,�S���l�әC���������L�͜ضȵ����,�Լ��ߜ�懻��Ͻ����t��������ԭ�е�50%,�Ѳ��ֿܵ��ߜ������͟ḯ�g,��ҪͿ�ӷ��o���ߜ������͟ḯ�g�ǜu݆�~Ƭ�p�ĵ���Ҫԭ��,��ʹ���������s�̵�300С�r��Ϳ��Ϳ�Ӻ�ߜز����������������L2~3��������C�D�����o���~Ƭʹ�ú��X��(�t)���}Ϳ�ӱ��o��ȼ���Ҽȿ�ʹ�øߜ��´��ֿ�Ϳ�����X��(�t)���}Ϳ�ӡ��u݆�D�Ӻ��o���~Ƭ���ü����t����衢ᐵȸ���Ԫ�ص��X����UɢͿ�ӻ�Uɢ��Ϳ�ӡ�����ȼ����ʹ�øߜ��´ɻ��մ�Ϳ�ӡ� �lչ�еĽ���-�t-�X-ᐰ���Ϳ�ӵ�ʹ�É����ȔUɢͿ������һ������,ʹ�Üض��_1100��C���@�NͿ�ӳ��c����䆻�����Ϳ�ӽM��ʹ��,�ɽ��͜ض�50~100��C��
����ĥͿ��:Ӱ푰l�әC��������һ�������Ǹߜ�ĥ�p,����ײ��ĥ�p����ĥ�p����ը��Ϳ����x�Ӈ�Ϳ̼���u-⒡�̼���t-��tͿ�������Ч��Ϳ����,�������ĥ�p���������L7~100��,���ڴ����\ݔ�C�İl�әC�ϏV��ʹ�á�
�۷��Ϳ��:Ϳ���ڰl�әC����ͨ�����g϶���֡��u݆�ď����g϶ÿ����0.13����,�l�әC��λ�������s����0.5%;��֮,�p��0.25����,�u݆Ч�����1%������,�p�ى���C�ď����g϶߀������߰l�әC�Ŀ���������,�Ķ������w�а�ȫ�ԡ����õķ��Ϳ��Ҫ��Ӳ���m��,���Џ����ֱ��ڹ�������ʯ��Ϳ�Ӻ��-ʯīͿ���ѫ@���á����������е������Ϳ���ܳ���1300��C�ĸߜء�
�ؿ�Ϳ��
��������̫�յğ�h��ʮ����,�����ضȿ��_-100��C,�������_+120��C���ҡ��鱣�C����T��������ȫ�̓x���O��������\�D,�ں���������Ϳ��ؿ�Ϳ�ӿ���ƽ���c���g�ğύ�Q,�S��œ�ȵ������ضȡ��ѽ��@�Ñ��õĜؿ�Ϳ�����ЙC�������\�����������䆺������XͿ�ӡ�
����l�әCͿ��
Һ�w����l�әCһ�����������s,����ҪͿ�ӱ��o,���Еr�������Ӝؽ�,��ȼ���҃ȱڇ�Ϳ�����X������䆸���Ϳ�ӡ��ˑB���ƻ���l�әC��ʹ��≡��f���y�ۺϽ�,����з�����Ϳ�ӵı��o���ܹ�����"�����_"̖�w��ָ�]œ�͵���œ���ˑB���ƻ������Ϳ�ж����fͿ�ӵ�С���f�Ͻ�l�әC��
���bͿ��
�����[��܊��Ŀ�ˡ��F���ɲ�x��̽�y�����Ѵ�����,���bͿ�ϲ��HҪ���ɫ�������c�����f�{,����Ҫ���c�����ӽ��Ĺ��V�������ܡ����bͿ�Ӱ��m�õIJ��η֞�:�����⡢����Ҋ�⡢�����t�⡢���мt�⡢���o��늲��Լ��lչ�еķ�����V�������bͿ�ϡ��w�������Æ�ɫ���o�Բʂ��b,��ʹ݆���ڏ��s�����^���y��e,������׃���Բʡ�
����Ϳ��
��һ�N����Ϳ���ڿ������ĸ߷���������ͨ�^ճ�������ڿ�������γ�һ�ӻ���ӱ�Ĥ,���H�ܸ��ƿ�������^���L��,���������ӿ���Ĺ���,ʹ������з�ˮ,��ˮ��,ͨ����,��ȼ�����Լ��ڹⷴ�������ܡ�
Ӳ�|�Ͻ�Ϳ��
�������ӹ���,�������܌������ӹ���Ч�ʡ����ȡ������|�������Q���Ե�Ӱ푡�Ӳ�|�Ͻ����ܵăɂ��P�Iָ��-Ӳ�Ⱥ͏���֮�g������ì��,Ӳ�ȸߵIJ��Ϗ��ȵ�,����ߏ�����������Ӳ�ȵĽ��͞���r�����˽�QӲ�|�Ͻ�����д��ڵ��@�Nì��,���õ���ߵ��ߵ���������,���^��Ч��һ�N�����Dz��ø��NͿ�Ӽ��g��Ӳ�|�Ͻ���w��Ϳ����һ�ӻ���Ӹ�Ӳ�ȡ�����ĥ�p���ܵIJ��ϡ�Ӳ�|�Ͻ߱����ϵ�Ϳ������һ�����W���Ϻ͟�����,�p����Ӳ�|�Ͻߵ�������ĥ�p,�����@������ӹ�Ч�ʡ���ӹ����ȡ����L����ʹ�É��������ͼӹ��ɱ���
Ϳ�ӵ����c��Ϳ�ӱ�Ĥ�c�����w��Y��,��ߵ��ߵ���ĥ�Զ������ͻ��w���g��,�Ķ����͵����c������Ħ������,���L���ߵ�ʹ�É���������,����Ϳ�������ğ����ϵ���ȵ����w�ͼӹ����ϵ͵Ķ�,����Ч�p��Ħ�����a���ğ���,�γɟ�����,��׃������ɢʧ;��,�Ķ����͵����c�����������c����֮�g�ğ�_�������_��,��Ч�ظ��Ƶ��ߵ�ʹ�����ܡ�
����ĥ�p�C���о�����,�ڸ��������r,���Мض���߿��_900��,�˕r����ĥ�p���H�ǙCеĦ��ĥ�p(���ߺ���ĥ�p),߀��ճ�Yĥ�p���Uɢĥ�p��Ħ������ĥ�p(���ߵ���ĥ�p��������ĥ�p)��ƣ��ĥ�p,�@5�Nĥ�pֱ��Ӱ푵��ߵ�ʹ�É�����
����Ϳ��
����Ϳ�Ӽ��gͨ���ɷ֞黯�W������e(CVD)���g�����������e(PVD)���g�ɴ��,�քe�u�����¡�
һ��CVD���g�İlչ
��ʮ���o��ʮ����ԁ�,CVD���g���V��������Ӳ�|�Ͻ���Dλ���ߵ�����̎��������CVD��ˇ������e�������Դ���Ƃ���������,�Ɍ��FTiN��TiC��TiCN��TiBN��TiB2��Al2O3�ȆΌӼ���Ԫ���ӏͺ�Ϳ�ӵij��e,Ϳ���c���w�Y�Ϗ����^��,��Ĥ��ȿ��_7~9��m,��˵���ʮ����к���,��������85%��Ӳ�|�Ͻ߲����˱���Ϳ��̎��,����CVDͿ��ռ��99%;����ʮ�������,CVDͿ��Ӳ�|�Ͻ�Ƭ��Ϳ��Ӳ�|�Ͻ�����ռ80%���ϡ�
�M��CVDͿ�Ӿ��кܺõ���ĥ��,��CVD��ˇ����������ȱ��:һ�ǹ�ˇ̎��ضȸ�,����ɵ��߲��Ͽ��������½�;���DZ�Ĥ�Ȳ�����������B,���µ���ʹ�Õr�a���Ѽy;����CVD��ˇ�ŷŵďU�⡢�UҺ������^��h����Ⱦ,�cĿǰ�����ᳫ�ľGɫ�����^������|,����Ծ�ʮ��������ԁ�,�ߜ�CVD���g�İlչ�͑����ܵ�һ���Ƽs��
��ʮ���ĩ,Krupp.Widia�_�l�ĵ͜ػ��W������e(PCVD)���g�_���ˌ���ˮƽ,�乤ˇ̎��ض��ѽ���450~650��,��Ч�����˦���Įa��,�������ݼy���ߡ�㊵���ģ�ߵ�TiN��TiCN��TiC��Ϳ��,�������ֹ,PCVD��ˇ�ڵ���Ϳ���I��đ��ò����V������ʮ�������,�Мػ��W������e(MT-CVD)�¼��g�ij��FʹCVD���g�l���˸�����׃�MT-CVD���g���Ժ�C/N���ЙC������(CH3CN)������Ҫ�������w���cTiCL4��H2��N2��700~900���®a���ֽ⡢���W��������TiCN���¹�ˇ������MT-CVD���g�ɫ@�������w�S��Y���ΑB��Ϳ��,Ϳ�Ӻ�ȿ��_8~10��m���@�NͿ�ӽY�����ИO�ߵ���ĥ�ԡ��������Լ��g��,����ͨ�^�ߜػ��W������e(HT-CVD)��ˇ�ڵ�Ƭ������eAl2O3��TiN�ȿ��ߜ��������ܺá��c���ӹ������H����С���ԝ������ܺõIJ��ϡ�MT-CVDͿ�ӵ�Ƭ�m���ڸ��١��ߜء���ؓ�ɡ���ʽ�����l����ʹ��,������ɱ���ͨͿ�ӵ�Ƭ���һ�����ҡ�Ŀǰ,CVD(����MT-CVD)���g��Ҫ����Ӳ�|�Ͻ�܇����ߵı���Ϳ��,Ϳ�ӵ����m�������͡����������ĸ��ٴּӹ����뾫�ӹ�������CVD���g߀�Ɍ��F��-Al2O3Ϳ��,�@��PVD���gĿǰ�y�Ԍ��F��,����ڸ�ʽ�����ӹ���,CVDͿ�Ӽ��g��ռ�ИO����Ҫ�ĵ�λ��
����PVD���g�İlչ
PVD���g���F�ڶ�ʮ���o��ʮ���ĩ,�����乤ˇ̎��ضȿɿ�����500������,��˿�������K̎����ˇ�����������ߵ�Ϳ�ӡ����ڲ���PVD��ˇ�ɴ������߸���䓵��ߵ���������,����ԓ���g��ʮ����ԁ��õ���Ѹ���ƏV,����ʮ���ĩ,���I�l�_���Ҹ���䓏��s���ߵ�PVDͿ�ӱ����ѳ��^60%��
PVD���g�ڸ���䓵����I��ijɹ����������������������I�ĸ߶���ҕ,�˂��ڸ����_�l�����ܡ��߿ɿ���Ϳ���O���ͬ�r,Ҳ���䑪���I��ĔUչ��������Ӳ�|�Ͻ��մ�����еđ����M���˸���������о����о��Y������:�cCVD��ˇ���,PVD��ˇ̎��ضȵ�,��600�����r�����߲��ϵĿ������ȟoӰ�;��Ĥ�Ȳ�������B�鉺����,���m�ڌ�Ӳ�|�Ͻ����s���ߵ�Ϳ��;PVD��ˇ���h���o����Ӱ�,���ϬF���Gɫ����İlչ����
�S�����������ӹ��r���ĵ���,����䓵��ߑ��ñ�����u�½���Ӳ�|�Ͻߺ��մɵ��ߑ��ñ��������ѳɱ�Ȼڅ��,���,���I�l�_�����Ծ�ʮ��������_ʼ������Ӳ�|�Ͻ�PVDͿ�Ӽ��g���о�,����ʮ�������ȡ����ͻ�����Mչ,PVDͿ�Ӽ��g���ձ鑪����Ӳ�|�Ͻ���㊵����@�^���A���@���Ϳ��@���q�����z�F�����Dλ㊵�Ƭ�����ε��ߡ��������ߵȵ�Ϳ��̎����
�M��Bruckner����Ϳ��피�CARBIDOR��Ϳ�Ӻ��
- �aƷҎ��
- ���
- �aƷ������
- 1000
- ���Iģʽ��
- �Q����
- �����J�C��
- ���J�C
- ������£�
- 2026/2/6 8:36:12
- ���IƷ�ƣ�
�M��Bruckner����Ϳ��피�CARBIDOR��Ϳ�Ӻ�ȣ� �c�d�w�����B��,���_���� Ӳ��74�C78HRC,Ϳ�Ӻ�ȼs25��m�� ����ĥ�p,������Ϳ��350Ԫ/�����ڵأ��������
���μ�ؾ��ܙCе����˾

�ӱ����l����Ϳ�Ӱ� ���ˎr����Ϳ�Ӱ�S�� ¡̩�β�
- �aƷҎ��
- ���տ͑�������
- �aƷ������
- 999999
- ���Iģʽ��
- ���a��
- �����J�C��
- δ�J�C
- ������£�
- 2026/2/6 9:55:57
- ���IƷ�ƣ�
- ¡̩�β�
����Ϳ�Ӱ�(ltxb-fhb-a)����һ���r�ް���w�ӣ��ڎr�ް���w�ӵ���������քeͿ����һ�ӷ���Ϳ�όӡ����aƷ���Îr�ް�������w���ϣ�ͬ�r���������渲�w����Ϳ�ϣ����ܶ�С�������p�������\ݔ����1Ԫ/ƽ�����ڵأ��ӱ��ȷ�
�ȷ�¡̩�β������������˾
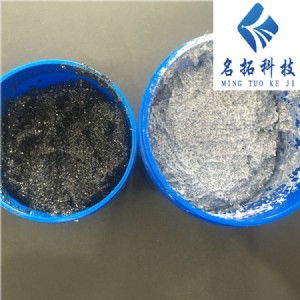
���ς}�ߜ���ĥ�մ�Ϳ�� ���gͿ�� ��ĥ�z��
- �aƷҎ��
- ZB226
- �aƷ������
- 9999
- ���Iģʽ��
- ���a��
- �����J�C��
- δ�J�C
- ������£�
- 2020/6/30 16:09:01
- ���IƷ�ƣ�
һ�������ИI�� 1������Ϳ�ӣ����ʏS̼������ú���ᄾ��A�ޡ�ơ�ưl�ޡ������������N���������ȃȱ��懊�X���\���a���U�����P䓵ȷ���Ϳ�Ӽ������l�y�ޏͣ���53Ԫ/ǧ�����ڵأ���������
����������ĥ��������˾

-
�|ݸ�и�����ӿƼ�����˾
��r��15Ԫ

-
٤�R�����X ��܇�x܇Ƭ �ߜ��S�� ��ĥͿ���ó����{�������X
ʏ�������²��ϿƼ�����˾
��r��200Ԫ
-
��cʯ���߉���ʽ��ĤLDPE19GͿ�Ӿ��������r��Ĥ����ϩ
�����Ё���������˾
��r��11600Ԫ
-
�������턩 Ϳ�� �{��Ϳ�Ӳ���������z
ʏ�������²��ϿƼ�����˾
��r��150Ԫ
 �湫�W���� 43052302000106̖
�湫�W���� 43052302000106̖