╩ųÖC(j©®)╠¢(h©żo)
╬┤šJ(r©©n)ūCł╠(zh©¬)šš
ÜW╝╬╗▌(┼«╩┐)

Ųš═©Ģ■(hu©¼)åT
ÜW╝╬╗▌ (┼«╩┐)
Ń~▓Ł▄ø▀BĮė ▄ø▀BĮėŃ~┼┼æ¬(y©®ng)ė├╝░╠žąįĪŠįö╝Ü(x©¼)šf├„Ī┐
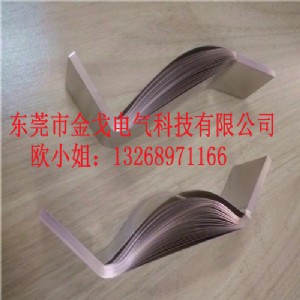
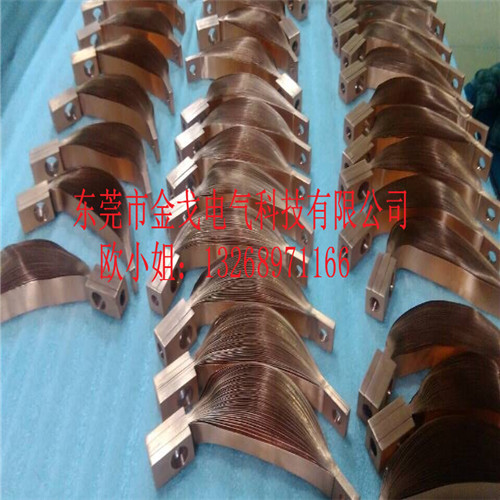
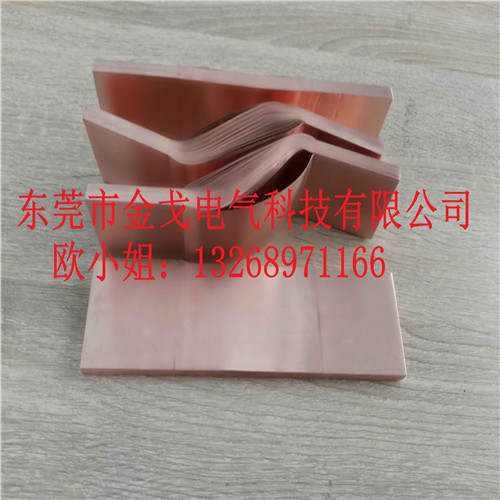
Ń~▓Ł▄ø▀BĮėĄ─╔·«a(ch©Żn)╣żą“Ż║
1ĪóŅI(l©½ng)┴ŽŻ║įŁ▓─┴Žę╗░ŃĘų×ķė▓æB(t©żi)║═▄øæB(t©żi)ā╔ĘNą═╠¢(h©żo)Ż¼╝┤t2y║═t2m
░┤šš┐═æ¶╝░╣ż╦ćę¬Ū¾▀xė├ŽÓæ¬(y©®ng)Ą─įŁ▓─┴ŽŻ║
ó┘ę╗░Ń▒Ē├µ▀xė├ā╚(n©©i)═Ō┘Nt2y 0.1mmĪó0.15mmŻ¼t2m 0.2mmĪó0.3mmŻ¼ā╚(n©©i)īė▀xė├t2m 0.05mm-0.1mm╗“╚½▓┐▀xė├t2m 0.2mm-0.5mmŻ¼ę▓┐╔▀xė├t2y0.03mm-0.1mmŻ¼╚ń╣¹ā╚(n©©i)īė▀xė├t2y 0.03-0.05mm╗“t2m 0.05mmĢr(sh©¬)Ż¼▒Ē├µā╚(n©©i)═ŌĖ„┘N2-3Ų¼t2y 0.1mm
ó┌ā╚(n©©i)īė▀xė├0.03-0.1Ģr(sh©¬)Ż¼▒Ē├µā╚(n©©i)═Ō┘Nę╗Ų¼╗»īW(xu©”)ÕāµćļŖÕāŃy╗“╗»īW(xu©”)ļŖÕāµć
ó█▀xė├0.2mm╗“0.2mmęį╔ŽĄ─Ń~ĦĢr(sh©¬)Ż¼═©│Żė├t2m 0.2mm╗“0.2mmęį╔ŽĄ─▄øĦŻ¼▒Ē├µ¤oąĶį÷╝ėŲõ╦¹Ń~Ħ
2ĪóŽ┬┴ŽŻ║Ė∙ō■(j©┤)╣ż╝■Ą─┤¾ąĪĪó╝ė╣żļyęūČ╚║═Š½Č╚ę¬Ū¾Ż¼▀xė├Ž┬┴ŽĘĮ╩ĮŻ║
ó┘└@ųŲŻ¼t2y 0.1mm║±Č╚Ī▄4mm,t2y 0.05mm║±Č╚Ī▄6mm,īÆČ╚10-60mmŻ¼ęū«a(ch©Żn)╔·ÅU┴ŽŻ¼Ą½ą¦┬╩Ė▀Ż¼▀m║Ž1╚╦║ĖĮėŻ©Ą╚ķL(zh©Żng)Īó▓╗Ą╚ķL(zh©Żng)Č╝┐╔ęįŻ®
ó┌įO(sh©©)éõ▓├ŪąŻ¼Ė∙ō■(j©┤)╣ż╦ćę¬Ū¾Ż¼▓├ŪąĄ╚ķL(zh©Żng)╗“▓╗Ą╚ķL(zh©Żng)Ż©ę¬Ū¾Š½Č╚▌^Ė▀Ą─╣ż╝■Ż®
3Īó║ĖĮėŻ║
║ĖĮė╣żą“╩ŪŃ~▓Ł▄ø▀BĮė╔·«a(ch©Żn)╣żą“ųąĄ─ĻP(gu©Īn)µI╣żą“Ż¼║ĖĮė┘|(zh©¼)┴┐Ą─ā×(y©Łu)┴ėīóų▒Įėė░ĒæŽ┬├µ╣żą“Ą─╝ė╣żĪŻŻ©╚ńŻ║ŲĮŅ^┤“─źĪó─źŅ^ĪóŃ@┐ūĪóÆü╣Ō╝░ļŖÕāĄ╚Ż®ę▓Ģ■(hu©¼)ė░Ēæī¦(d©Żo)ļŖŽĄĮy(t©»ng)Ą─š²│Ż▀\(y©┤n)ąą╝░Ųõ░▓ ╚½ąį║═╩╣ė├ē█├³Ż©╚ńŻ║═©ļŖ░l(f©Ī)¤ßĪó▒¼š©Īó▒Ē├µŃ~▓Ł▀^┴„╚█öÓĪóŲļŖ╗ĪĄ╚Ż®
Ń~▓Ł▄ø▀BĮė«a(ch©Żn)ŲĘīŹ(sh©¬)┼─łDŻ║

| ┬ō(li©ón)ŽĄ╚╦ | ąĶŪ¾öĄ(sh©┤)┴┐ | Ģr(sh©¬)ķg | ├Ķ╩÷ |
|---|---|---|---|
| Ģ║¤o«a(ch©Żn)ŲĘįāār(ji©ż)ėøõø | |||
| ▓╔┘Å(g©░u)╔╠ | │╔Į╗å╬ār(ji©ż)Ż©į¬Ż® | öĄ(sh©┤)┴┐ | │╔Į╗Ģr(sh©¬)ķg |
|---|---|---|---|
| Ģ║¤o┘Å(g©░u)┘Iėøõø | |||
Ąžģ^(q©▒)Ż║£µų▌
ų„ĀI(y©¬ng)«a(ch©Żn)ŲĘŻ║ÖC(j©®)┤▓ŠSą▐,ĶT╝■,╣ż┴┐Š▀Ąžģ^(q©▒)Ż║╬õØh
ų„ĀI(y©¬ng)«a(ch©Żn)ŲĘŻ║╬õ▓²╣½╦Šūóāį(c©©),╬õ▓²ūóāį(c©©)╣½╦Š,╬õ▓²┤·└Ēėø┘~Ąžģ^(q©▒)Ż║│╔Č╝
ų„ĀI(y©¬ng)«a(ch©Żn)ŲĘŻ║ļŖ┤┼ķy,ÜŌĖū,▀^×VŲ„Ąžģ^(q©▒)Ż║╬õØh
ų„ĀI(y©¬ng)«a(ch©Żn)ŲĘŻ║║ķ╔Į╣½╦Šūóāį(c©©),║ķ╔Įūóāį(c©©)╣½╦Š,║ķ╔Į┤·└Ēėø┘~ Žµ╣½ŠW(w©Żng)░▓éõ 43052302000106╠¢(h©żo)
Žµ╣½ŠW(w©Żng)░▓éõ 43052302000106╠¢(h©żo)